无缝钢管和焊接钢管区别从外径壁厚到生产工艺深度分析
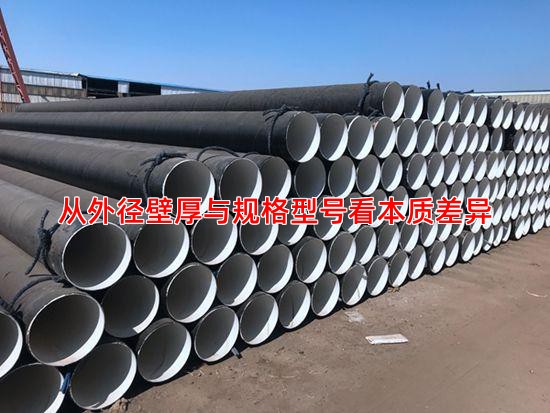
从外径壁厚与规格型号看本质差异
在钢管选型与应用中,许多朋友常混淆无缝钢管和焊接钢管。从直观的尺寸规格说起,我们常说的“无缝钢管规格型号大全”中,热轧无缝管的外径范围通常从Φ25mm到Φ800mm甚至更大,壁厚跨度大,且同一外径下可提供多种壁厚选择,这源于其穿孔轧制的工艺特性。而焊接钢管,尤其是ERW(高频焊)或螺旋焊管,其外径和壁厚组合受限于带钢宽度和成型工艺,规格连续性更强。一个关键的技术参数差异在于壁厚均匀性:无缝管整体圆周壁厚相对均匀,但存在一定的“竹节”状波动;焊管壁厚精度高,但在焊缝热影响区存在微观组织与性能的差异,这是后续许多质量问题的根源。
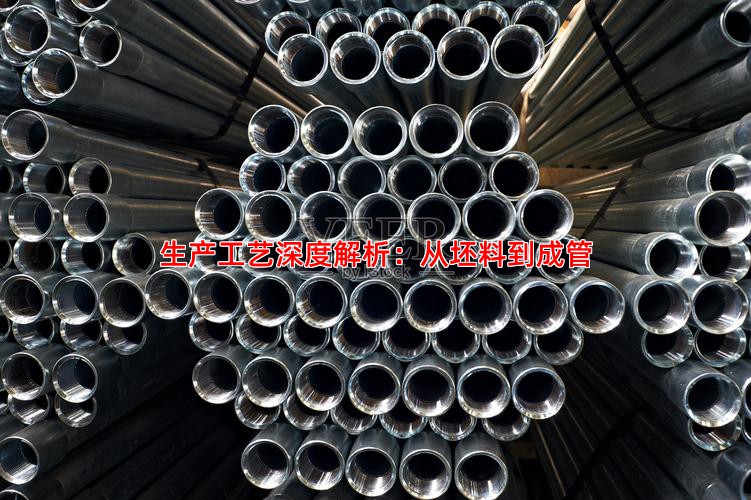
生产工艺深度解析:从坯料到成管
两者的根本区别在于生产工艺。无缝钢管的核心工序是穿孔和轧制。以热轧为例,我们将实心管坯加热后,经穿孔机穿成毛管,再通过连轧机或自动轧管机等减壁延伸。这个过程中,金属是整体变形,流线连续,因此承压能力强。根据我们的工艺实践,穿孔顶头寿命、轧辊转速与温度控制(通常加热到1200-1280℃)是保证内表面质量和壁厚精度的关键,壁厚公差我们通常要求控制在±12.5%以内(具体依标准等级)。
焊接钢管的生产则截然不同,其本质是“成型与焊接”。我们将钢板或钢带通过成型机卷曲成管筒,然后利用高频电流(ERW)或埋弧焊(SAW)将接缝焊合。这里,钢管生产工艺的核心从轧制转向了焊接。从技术角度来看,焊接工艺参数(如电流、电压、速度)、焊剂质量和成型精度直接决定了焊缝质量。焊缝区的热处理(如焊缝退火)对消除应力、细化晶粒至关重要,我们通常将热处理温度建议控制在Ac1相变点以下进行去应力退火。探伤检测合格率是焊管车间的核心KPI之一。
质量控制要点与选型实操建议
基于以上原理,两者的质量控制要点泾渭分明。无缝钢管需重点关注内部缺陷(如内折、离层)和壁厚不均,检测依赖超声波和涡流探伤。焊接钢管的质量命门在焊缝,必须100%进行焊缝在线超声波或X射线探伤,同时关注焊缝的冲击韧性。在实际生产中,对于高压、高应力或复杂变形的工况,我通常优先推荐无缝钢管,因其结构的整体性更优。而对于大口径、长距离输送(如结构用管、部分流体管),在严格控焊质量的前提下,焊接钢管成本优势显著。
选择哪种钢管,绝非简单的价格对比。必须深入分析使用压力、介质腐蚀性、加工方式(如冷弯)。需要技术支持或工艺咨询,可拨打,我们可以结合您的具体“钢管技术参数”和“钢管加工技术”要求,提供更具体的选材与生产工艺方案。